
Ще се нуждая
Преди да започнем работа, ще подготвим следните материали и продукти:
- равен ъгъл;
- ламарина с различна дебелина;
- стоманен кръг;
- масло за охлаждане;
- стоманена пръчка;
- болтове, гайки, шайби;
- боя в два цвята.
- Ще ви трябват също заваръчна машина, струг и пробивни машини, мелница, пила, пещ за нагряване на метал, гаечни ключове, пистолет за пръскане и др.
Процес на производство на ножове
Изработваме домашно изработената основа от два стоманени ъгъла 50 × 50 × 6 mm и дължина 400 mm. Поставяме ги на рафтове вертикално върху равна повърхност, а хоризонталните затваряме по дължина и ги запарваме.


Затваряме единия край вертикално със стоманена плоча, от другата правим скосяване с мелница и също заваряваме плочата.

Почистваме и шлайфаме заваръчните шевове.


В долните краища на основата заваряваме правоъгълни плочи с дебелина 8 mm с изпъкналост от 10 mm около периметъра.


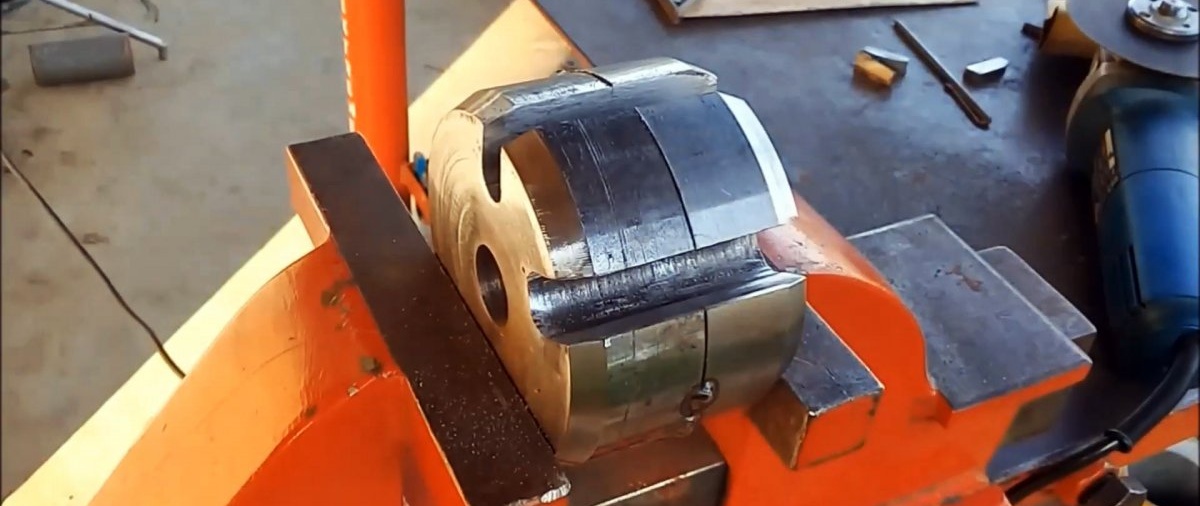
Обработваме два стоманени кръга от клас 40ХГМ с диаметър 100 mm и височина 35 mm.Подрязваме и смиламе до необходимия размер. В единия край правим широк скос и пробиваме дупка в центъра.


За да обработим детайлите заедно, ние ги заваряваме на две места, като ги свързваме и центрираме.

По горната част на фаската поставяме сърцевини на разстояние 35 mm по протежение на хордата - това са центровете на бъдещите отвори с диаметър 16 и 11 mm, направени на бормашина. С помощта на квадрат и писец начертаваме радиални допирателни линии от пробитите отвори към централната в двата края и ги свързваме по образуваща.

С помощта на мелница изрязваме два радиални канала според маркировките от повърхността на кръговете до съответния отвор. Ние смиламе жлебовете с ръчна пила и отстраняваме заварените скоби.
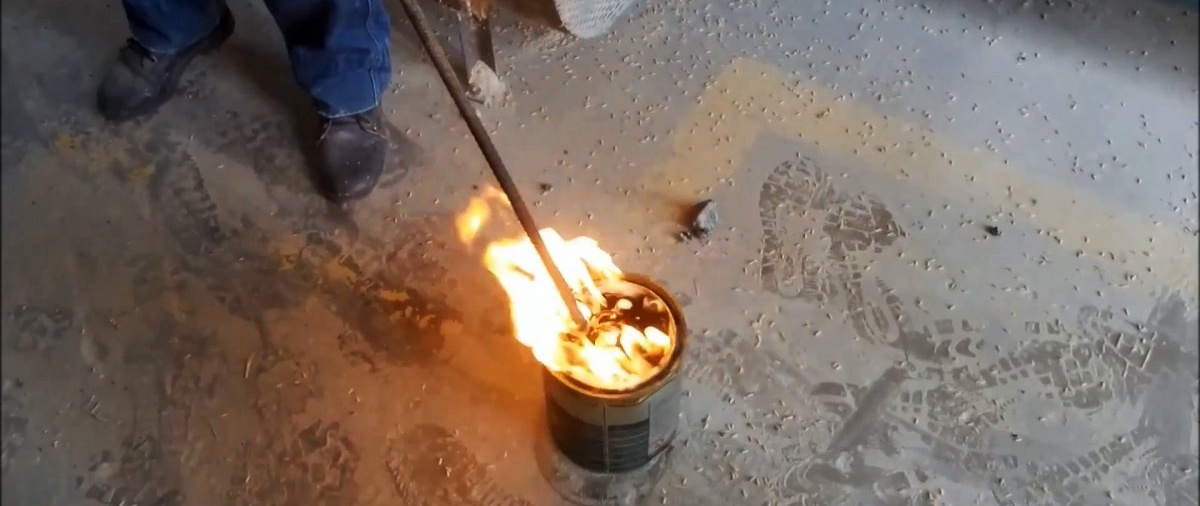
Загряваме заготовките във фурната до червено и бързо ги спускаме в буркан с масло. Държим ги там известно време, след което ги изваждаме и охлаждаме на въздух.

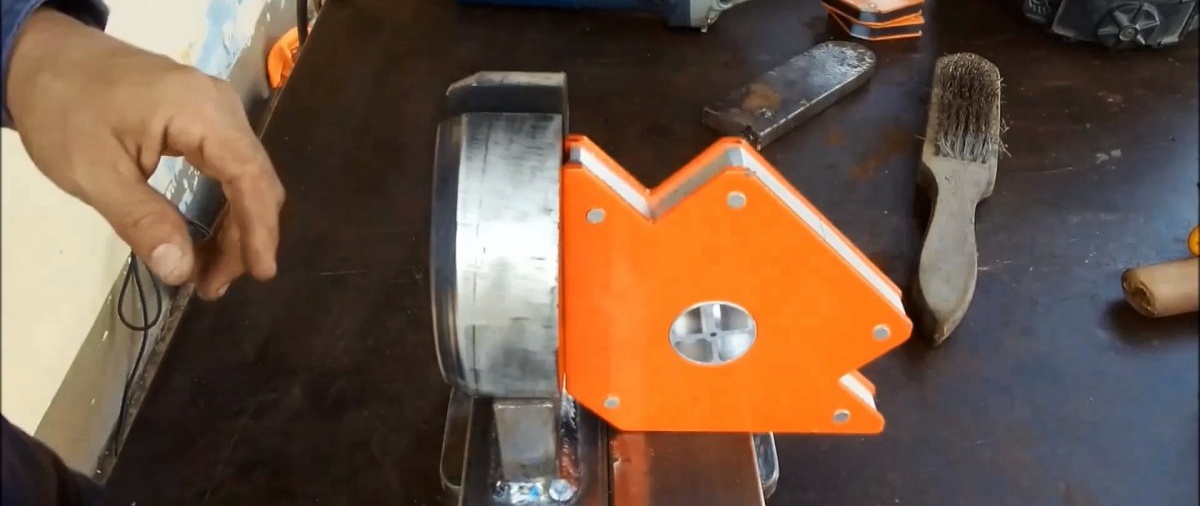
Почистваме кръговете от тъмни отлагания и нанасяме един от тях върху правоъгълна плоча 80 × 50 × 20 mm, така че генераторът на кръга да свързва ъглите. С помощта на нож върху плочата начертаваме кръгова дъга от ъгъл до ъгъл и изрязваме вдлъбнатина с мелница.

Монтираме плочата в ъгъла на основата успоредно на дългата страна и я заваряваме там. Поставяме един от кръговете във вдлъбнатината, насочвайки широкия жлеб право нагоре и също го заваряваме.
Нека започнем да сглобяваме задвижването на лоста. В стоманена плоча 230 × 45 mm пробиваме отвор 12 mm от единия ръб, а от другата правим вдлъбнатина за външния диаметър на кръга и го заваряваме там.


В две стоманени плочи с дебелина 12 мм, дължина 180 мм и ширина 50 мм в единия край, 35 мм в другия, пробийте отвор 12 мм от тясната страна. В плоча със същата дебелина, с дължина 250 мм и ширина 45 мм, правим два отвора от 12 мм и един от 25 мм според маркировките.

С помощта на болт, шайби и гайка сглобяваме тези три части, като между две къси поставяме дълга пластина, която поставяме с широките им краища върху основата и заваряваме.


С помощта на чифт плочи 110 × 25 mm с два 12 mm отвора в краищата свързваме лоста на движещия се кръг с лоста на ръчното задвижване.


В края му, до големия отвор, изрязваме жлеб с мелница, вкарваме стоманен прът-лост с прорез в края и го закрепваме чрез заваряване.
Боядисваме неподвижните части в един цвят, а движещите се части в друг.


След като боята изсъхне, ние сглобяваме и тестваме устройството в действие, режещи пръти, армировка и плочи.

Освен това поставяме тънък материал в тесен жлеб, а дебел - в широк.













