Ако често трябва да заварявате профилни тръби, тогава за да ускорите процеса възможно най-много и да постигнете точно спазване на правилния ъгъл, струва си да направите следното устройство. Когато се използва, тръбите няма да издържат на заваряване, така че всяка връзка ще бъде перфектна.
Материали:
- профилни тръби;
- ъгъл;
- спирачна челюст;
- стоманена ламарина;
- обикновени и удължени гайки M10;
- шпилка M10.
Производствен процес
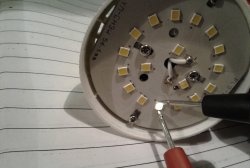
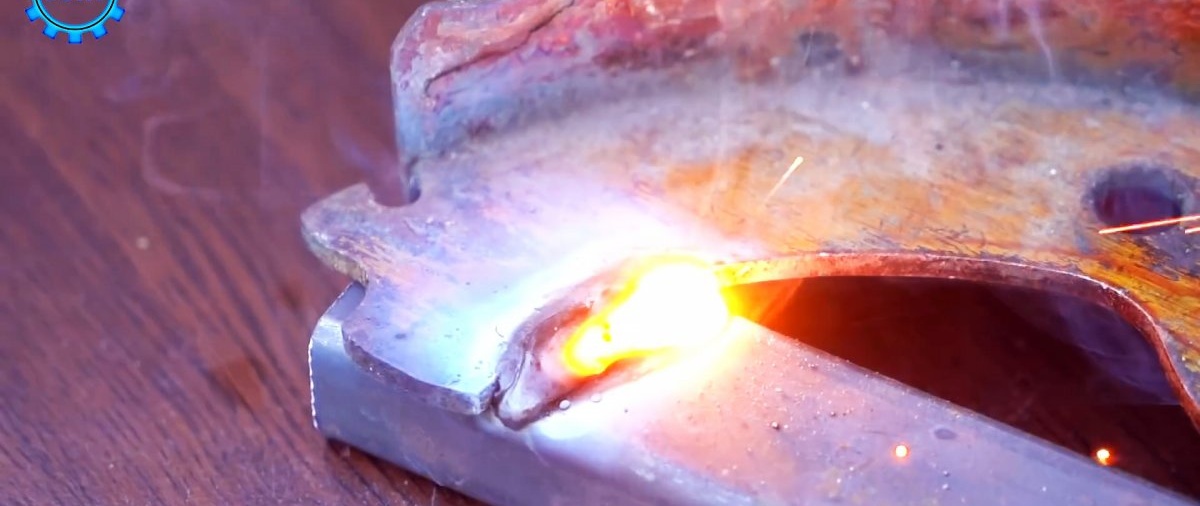
Необходимо е да заварите част от профилна тръба към спирачната накладка, както е на снимката.
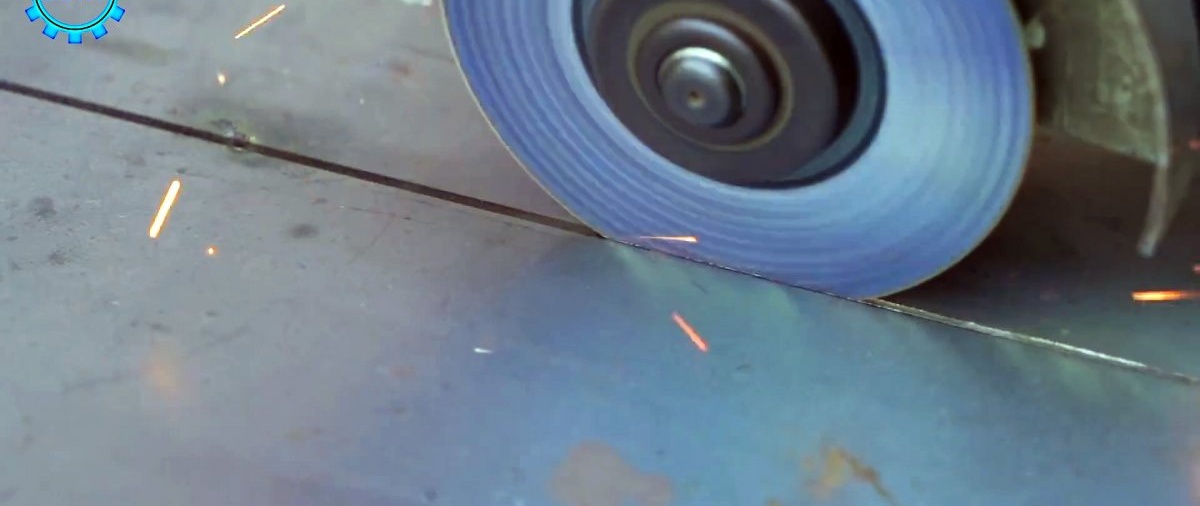
След това от листова стомана се изрязва квадратна основа за приспособлението. Размерът му зависи от използвания блок, но в повечето случаи 40x40 см или дори по-малко са достатъчни.

Към основата от единия ъгъл са заварени 2 ограничителя. Това могат да бъдат ъгли или профилна тръба, нарязана по дължина. Важно е между тях да има 90 градуса. Стоповете са заварени с празнина в ъгъла.


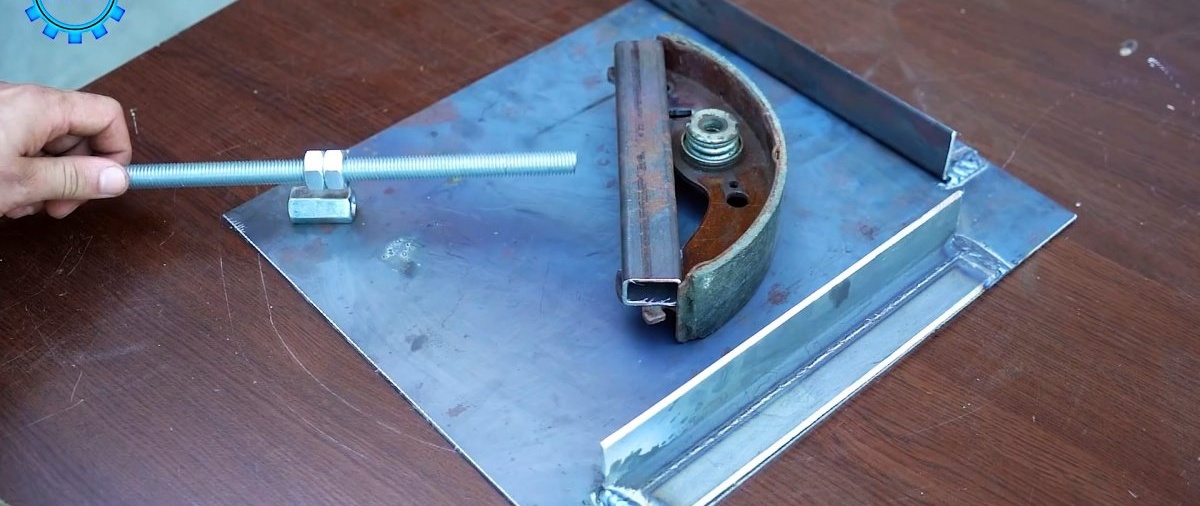
След това трябва да направите скоба. Състои се от шпилка, завинтена в гайки, които са заварени към основата чрез дистанционер. Петата е разположена диагонално спрямо подметката.


В мястото, където лежи върху профила на блока, трябва да изрежете стената, така че щифтът да не се плъзга. На обратната страна върху него е направено копче.


За да използвате устройството, трябва да монтирате 2 тръби под ограничителите му и да ги натиснете с блок, като завиете щифта. Захванатите по този начин детайли няма да се движат по време на заваряване, а ъгълът между тях ще бъде строго 90 градуса.