
Задължително
За да сглобим домашно огъване на тръби, ще ни трябват следните материали и продукти:
- дебела ламарина;
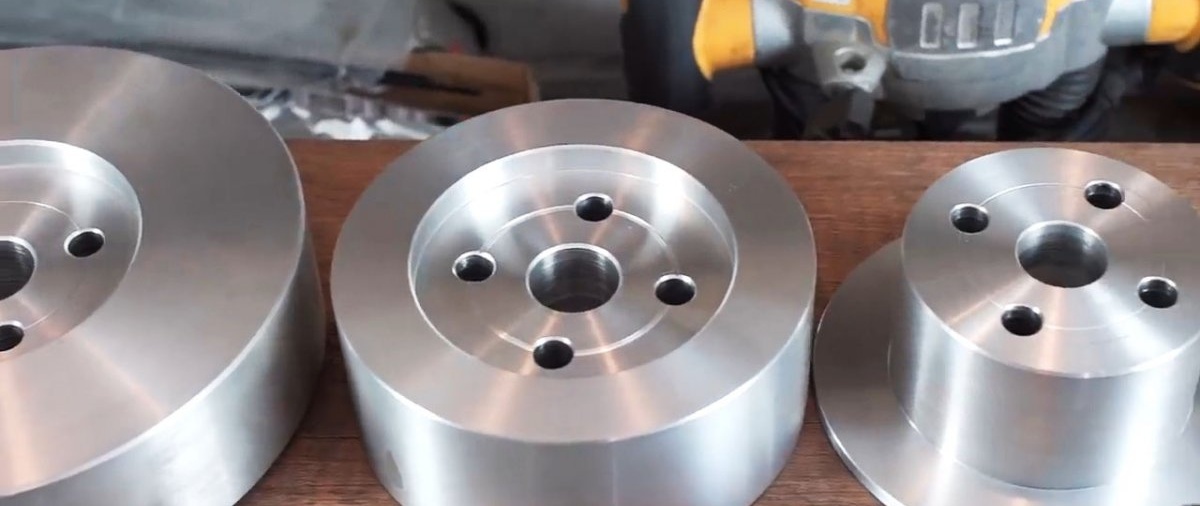
- алуминиеви заготовки с различни диаметри;
- две кръгли месингови заготовки;
- предавка от стартера (Bendix);
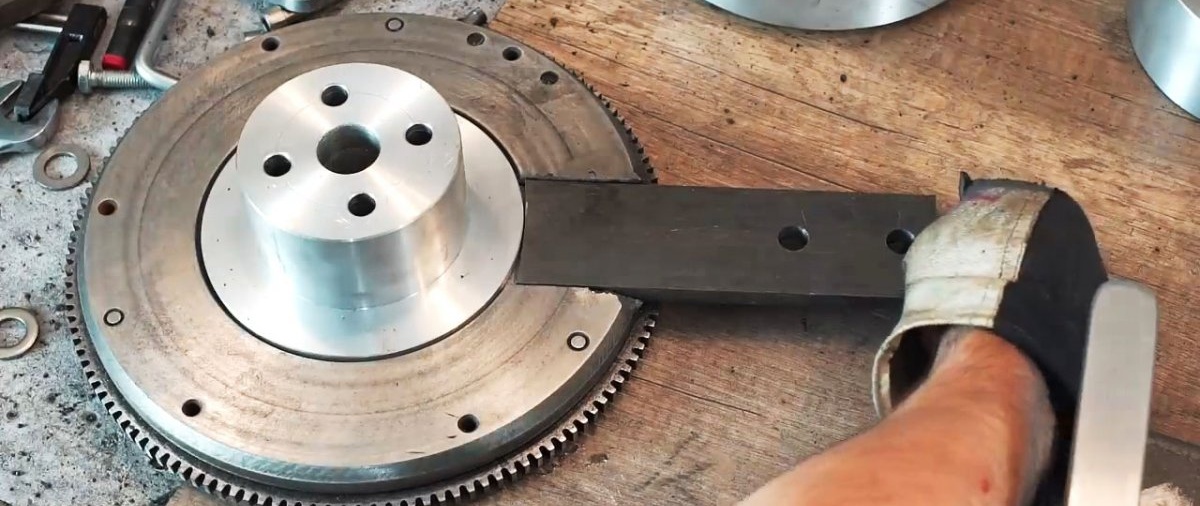
- зъбен маховик от кола;
- болтове, шайби и гайки;
- кръгъл стоманен прът;
- метални плочи с различни размери и форми;
- квадратна метална тръба;
- кутия с аерозолна боя.

В работата си ще трябва да използваме: шлайф, бормашина, струг, пробивна и фреза, шлайф, заваръчна машина, менгеме, чук, перфоратор и др.
Процес на производство на огъвачи на тръби
Подредихме стария маховик.С помощта на мелница отрязваме стърчащите краища на болтовете, затягаме ги в патронника на струга и ги почистваме с шлифовъчно колело от отлагания и ръждиви петна.

От кръгли месингови заготовки изработваме две свързващи части за маховика, които са необходими за неговото центриране и закрепване.

Ние смиламе сменяеми ролки с различни диаметри от алуминиеви заготовки, за да получим необходимия радиус на огъване на детайлите. Те имат една и съща монтажна система от четири болта и гайки, заварени към маховика.

От неизползваемия стартер изваждаме задвижващия механизъм (Bendix) с оста и премахваме всичко, с изключение на вътрешния пръстен на изпреварващия съединител.


Правим основа от дебела ламарина, като отрязваме ъглите с мелница и ги закръгляме на мелница.

Поставяме маховик с месингова втулка върху него и го зацепваме с пръстеновидното зъбно колело Bendix. В това положение маркирайте точката на тяхното въртене върху основата и пробийте дупки.
Вкарваме щифт в отвора за маховика отдолу и го заваряваме към основата. Ние смиламе зоната на заваряване на едно ниво с равнината.

Поставяме месингова втулка върху шпилката, поставяме върху нея маховик и го затягаме с гайка.

Смиламе втулка от кръгъл стоманен прът и я монтираме отдолу в отвора за оста на бендикса, от който отрязваме спиралната задвижваща предавка.

Заваряваме оста отдолу към втулката, която от своя страна е заварена към основата. Монтираме предавката отгоре на оста.

В една плоча от дебел метал пробиваме дупка в единия край, а отдолу през плочата фрезоваме триъгълен жлеб и го огъваме на 90 градуса.

Ние смиламе прът с необходимия диаметър от стоманен кръгъл прът, фиксираме го в патронника на струг и свързваме края на пръта към зъбното колело с помощта на заваряване с триене.

Инсталираме пръта с предавката на място.Поставяме L-образна част с отвор върху пръта и го заваряваме към основата. Отгоре на пръта заваряваме метална плоча. Ще го използваме за завъртане на задвижващото зъбно колело.
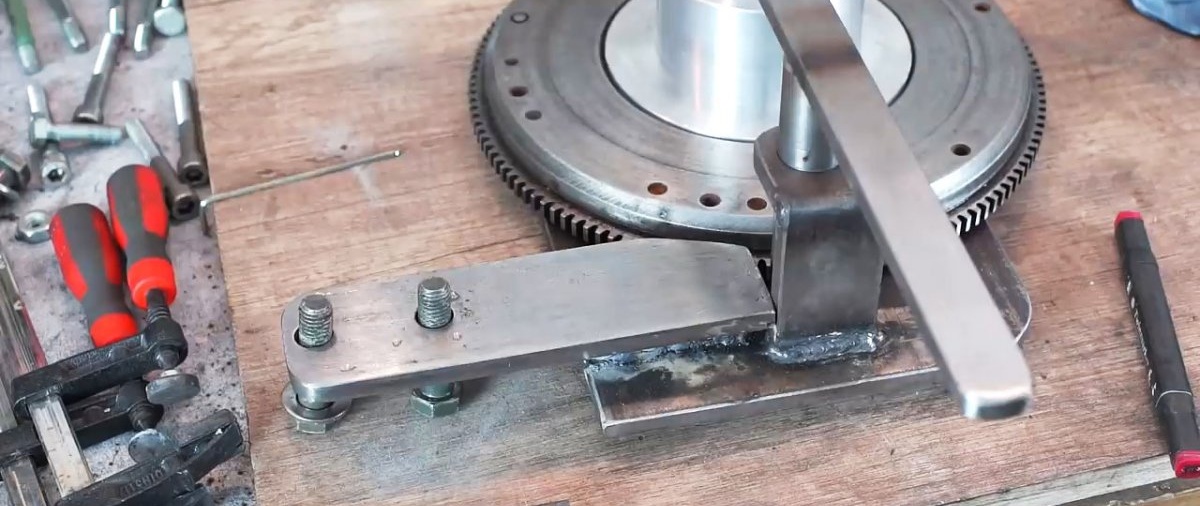
Фрезоваме радиален жлеб в маховика, в който поставяме специално подготвена плоча с два отвора в края, разположени надлъжно, и я заваряваме.

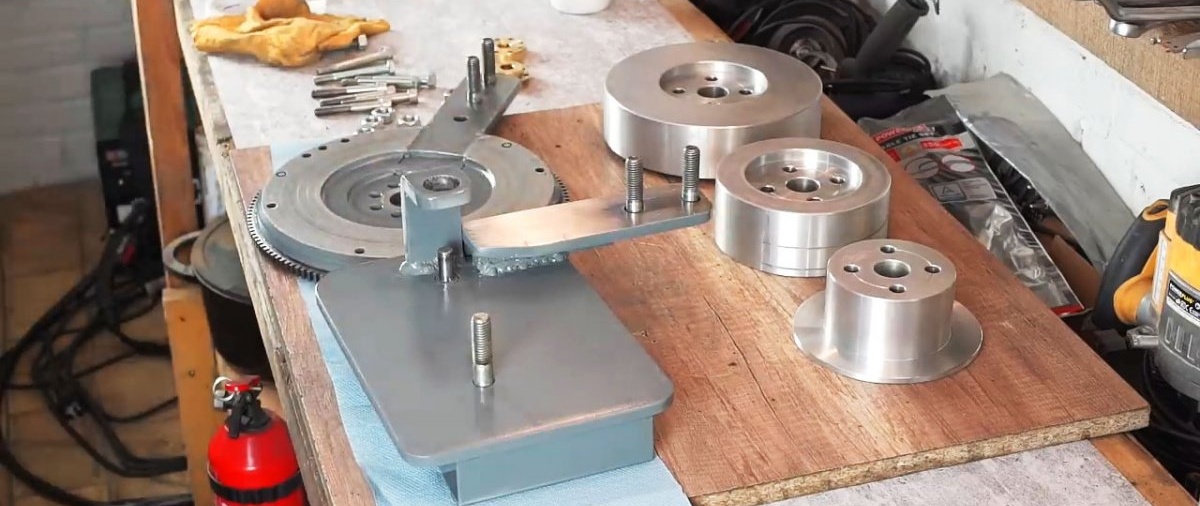
Заваряваме две парчета квадратна тръба в долната част на основата, за да осигурим стабилност на цялото устройство. Следващата операция е изработката на ограничители за детайлите и монтирането им на подходящите им места.

Разглобяваме огъвача на тръби, обезмасляваме частите и компонентите, покриваме повърхностите, които не могат да бъдат боядисани с лепяща хартия, и боядисваме от аерозолна кутия.
Изчакваме боята да изсъхне, премахваме защитната хартия и започваме окончателния монтаж, като смазваме месинговите втулки и бендикса с короната на маховика.


Проверяваме работата на тръбоогъвача, сменяме резервни ролки, за да осигурим необходимия радиус на огъване и се уверяваме, че устройството работи перфектно.














