
Някои използвани авточасти почти никога не губят точността на размерите си. Използваме този фактор, за да направим полезен инструмент за рязане на ръбове на кръгли тръби и след това да ги съединяваме под различни ъгли.
Ще се нуждая
Материали:- използвани бутала и амортисьор;
- използван ъгъл и канал;
- метална чиния;
- спрей боя;
- болтове, гайки, крилчати гайки, шайби;
- ядкова бормашина;
- скоба;
- кръгла стоманена тръба.
Висококачествени бормашини на AliExpress с отстъпка - http://alii.pub/5zwmxz
инструменти: махало лентови триони, шлайфове, фрези, стругове и пробивни машини, заваряване, шлайфове, щанци, бормашини, инструменти за измерване и маркиране и др.Процесът на производство на инструменти от авточасти
Избираме две стари бутала с диаметър на отворите за буталните щифтове, близки до диаметъра на пръта на амортисьора.

Изрязваме две еднакви ленти от стоманените ъглови рафтове и ги фрезоваме от всички страни до размери 65х250 мм.

Отрязваме тялото на амортисьора отгоре, изваждаме буталния прът от него, избърсваме го и измерваме диаметъра да бъде 22 mm.

Измерваме диаметрите на отворите за пръстите в буталата, които се оказаха равни на 20,32 mm и 22,08 mm, които избираме за по-нататъшна употреба.

Отстраняваме конеца от пръта и изрязваме нов до необходимия размер, смиламе едната страна на определена дължина до по-малък диаметър.

Заобляме и смиламе двете плочи, получени от ъгловите рафтове от единия ръб.

В основата на закръгляването пробиваме в центъра на отвора.

В долната част на избраното бутало начертаваме диаметър, перпендикулярен на оста на отворите на буталото. Измерваме 20,27 мм диаметър от краищата и пробиваме дупки.

На една плоча начертаваме линии, успоредни на дългите страни, така че разстоянието между тях да е 20,27 mm.
Пробиваме линиите, отстъпвайки на еднакво разстояние от ръба на плочата, една дупка наведнъж, след това още две на определено разстояние от първата.
На фреза правим прорези в надлъжна посока между тези отвори с ширина, равна на диаметъра на отворите.


Отрязваме фрагмент от канала, монтираме го с гърба му по дължина върху плоча без прорези и полагаме плочата с прорези, подравнявайки отворите, върху които поставяме буталото.
Вмъкваме пръта на амортисьора в буталото, заточвайки единия край. Като държите буталото върху плочата, завъртете го около вертикална ос, докато на краката на канала се появят хоризонтални линии.
Въз основа на тези линии изрязваме прорези в краката на канала под ъгъл от 90 градуса спрямо цялата им височина. Използвайте мелница, за да заоблите краищата и ъглите и да премахнете ръждата.

Заваряваме стоманена лента „на ръба“ надлъжно към плочата без прорези, леко отстъпвайки от плоския край.От другата страна на плочата заваряваме вертикален канал с вдлъбнатини в краката, но изместени към плоската страна. Боядисваме заварения възел и плочата с прорезите.


Свързваме два еднакви болта, като заваряваме главите с трети, така че да са успоредни една на друга и насочени в една и съща посока. Вкарваме болтовете с шайби в отворите на буталото отвътре.
Поставяме плоча с прорези върху прътите на болтовете, стърчащи от дъното на буталото, и ги закрепваме с крилчати гайки и шайби.
Вкарваме пръта на амортисьора в отворите на буталото и завиваме и затягаме бормашината върху резбите.
Свързваме плочите през отворите с болтове, шайби и гайки. По принцип нашето устройство е готово за употреба.

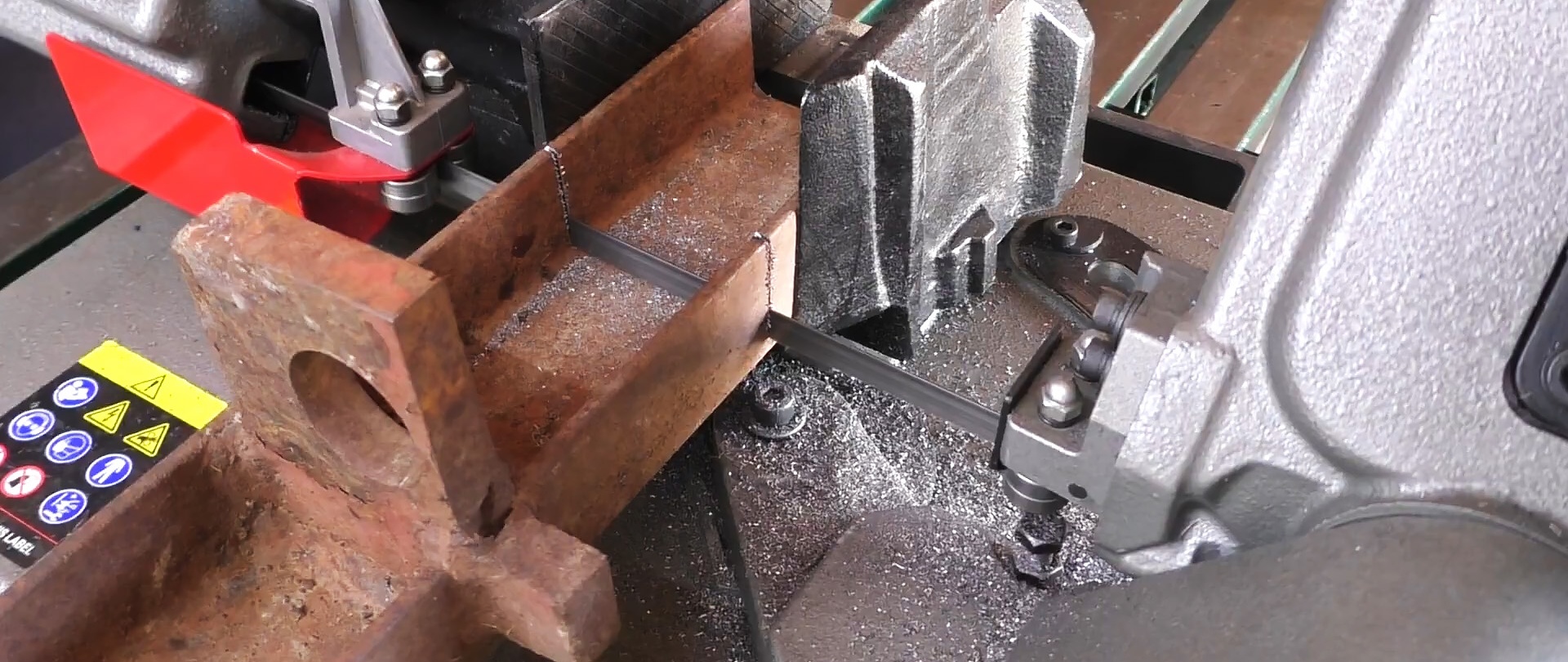
Фиксираме устройството в менгеме. Завъртаме горната плоча спрямо долната под необходимия ъгъл и затягаме съединителния болт с гаечни ключове.

Закрепваме кръглата тръба със скоба в жлебовете на канала. Включваме бормашината с амортисьор и захваната в патронника й бормашина. Подаваме свредлото напред, а свредлото оформя ръба на тръбата.

Чрез промяна на позицията на плочите една спрямо друга можем да подготвим краищата на тръбите за свързване под всякакъв ъгъл.













